

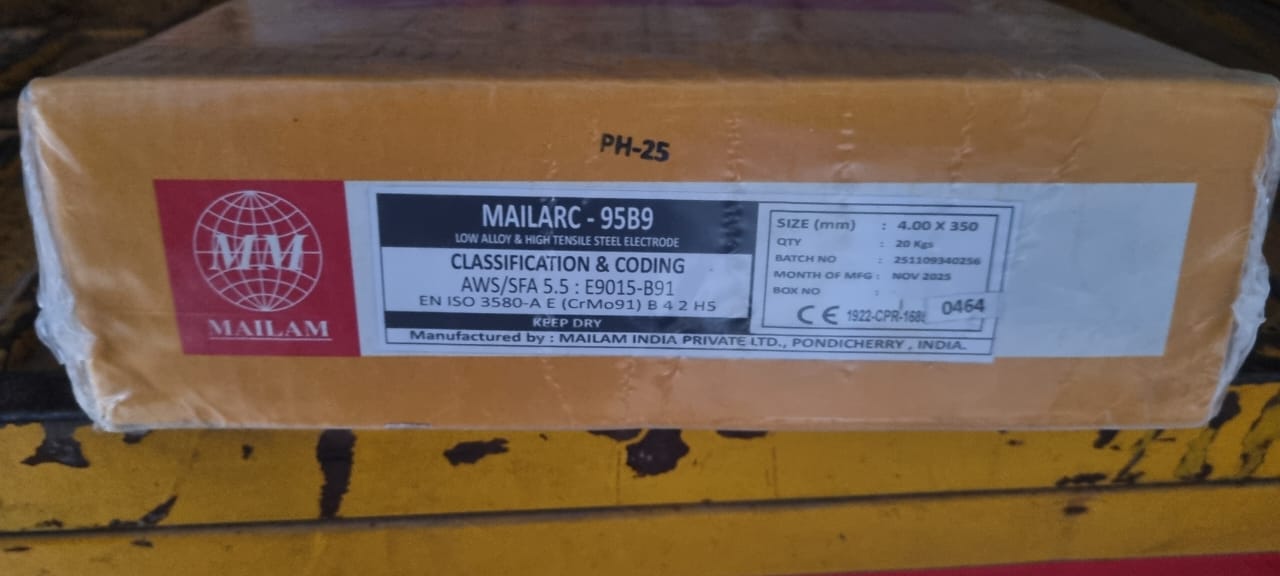
The 9018-B9 is a specialized electrode designed for welding Modified 9Cr-1Mo steels (commonly known as P91/T91). These steels are used in extreme environments where high temperature and high pressure are constant factors. 1. Key Features • Creep Resistance: Modified with Niobium (Nb) and Vanadium (V) to provide excellent long-term creep rupture strength. • Low Hydrogen: Designed to minimize the risk of hydrogen-induced cracking. • All-Position Welding: Suitable for use in all positions (Flat, Horizontal, Vertical-up, and Overhead). • Stability: Provides a stable arc with low spatter and easy slag removal. 2. Typical Applications These electrodes are the industry standard for critical infrastructure, including: • Power Plants: Main steam piping, headers, and turbine casings. • Oil & Gas: Refinery units, coal liquefaction, and gasification plants. • Boilers: High-temperature superheater tubes and heat exchangers. • Industrial Service: Any application operating at temperatures up to 600°C. 3. Technical Specifications Property Specification / Value AWS Classification AWS A5.5 E9018-B91 Coating Type Basic, Low Hydrogen (Potassium, Iron Powder) Current / Polarity DC+ (DCEP) or AC 4. Chemical Composition (Weld Metal %) The performance of this electrode comes from its precise alloy mix: • Chromium (Cr): $8.0 text{ - } 10.5%$ • Molybdenum (Mo): $0.85 text{ - } 1.10%$ • Vanadium (V): $0.15 text{ - } 0.30%$ • Niobium (Nb): $0.02 text{ - } 0.10%$ • Nitrogen (N): $0.02 text{ - } 0.07%$ ________________________________________ 5. Important Welding Guidelines Note: Because P91/T91 steels are sensitive to cooling rates, the following steps are mandatory for a successful weld: • Preheating: Maintain a preheat and interpass temperature between 200°C and 300°C. • Re-drying: Electrodes should be baked at 350°C - 400°C for 1–2 hours before use to ensure they are moisture-free. • PWHT: Post-Weld Heat Treatment is typically required to ensure the mechanical integrity of the joint.

COIMBATORE
08048054718
+919600957223
 Chat with us
Chat with us

Weld Mart

About Weld Mart
The Best Welding Machines in COIMBATORE
Products
Featured ProductsWhat We Do





Have any custom requirements?



×
![]()